一、数控铣床的特点
(1)铣削是机械加工中最常用的方法之一,它包括平面铣削和轮廓铣削。使用数控铣床可解决复杂的和难加工零件的加工问题;把一些用普通机床加工效率不高的零件,改用数控铣床加工,可以提高加工效率。数控铣床功能各异,规格繁多。编程时要考虑如何最大限度地发挥数控铣床的特点。二坐标联动数控铣床用于加工平面零件轮廓;三坐标以上联动的数控铣床用于难度较大的复杂零件的立体轮廓加工;具有多种功能,可以多工位、多工件和多种工艺方法加工。
(2)数控铣床的数控装置具有多种插补方式,一般都具有直线插补和圆弧插补。有的还具有极坐标插补,抛物线插补,螺旋线插补等多种插补功能。编程时要合理充分地选择这些功能,以提高加工精度和效率。
(3)程序编制时要充分利用数控铣床齐全的功能,如刀具长度补偿、刀具半径补偿和固定循环、镜像加工、固定循环、子程序等功能。
(4)由直线、圆弧组成的平面轮廓铣削的数学处理比较简单。非圆曲线、空间曲线和曲面的轮廓铣削加工,数学处理比较复杂,一般要采用计算机辅助计算和自动编程。

二、数控铣床编程中的特殊功能指令
数控铣床编程中除了要用到上一章介绍的常用的功能指令外,还用到一些比较特殊的功能指令。
1.工件坐标系设定指令
数控铣床除了可用G92指令建立工件坐标系以外,还可以用G54—G59指令设置工件坐标系。这样设置的每一个工件坐标系自成体系。采用G54一G59指令建立的坐标系不像用G92指令那样,需要在程序段中给出工件坐标系与机床坐标系的偏置值,而是在安装工件后测量工件坐标系原点相对于机床坐标系原点在X、Y、Z各轴方向的偏置量,然后用MDI方式将其输入到数控系统的工件坐标系偏置值存储器中。系统在执行程序时,从存储器中读取数值,并按照工件坐标系中的坐标值运动。
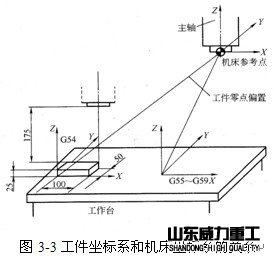
图3-3所示为工件坐标系与机床坐标系之间的关系。
例如使用G54设定工件坐标系的程序段如下:G90 G54 G00 X100.0 Y50.0 Z200.0;其中G54为设定工件坐标系,其原点与机床坐标系原点的偏置值己输人数控系统的存储器中,执行该程序段时,刀具就移到G54所设的工件坐标系中X100Y50Z200的位置上。
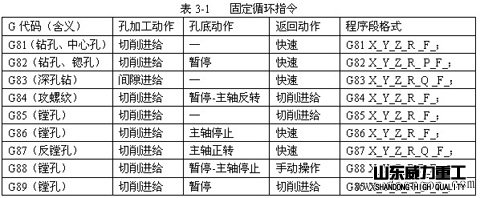
2. 固定循环加工指令 数控铣床上有许多固定循环指令,用于实现只用一个指令、一个程序段,即可完成某特定表面的加工。孔加工(包括钻孔、镗孔、攻丝或螺旋槽等)是铣床上常见的加工任务,下面介绍FANUC系统中,孔加工的固定循环功能指令。
(1) 孔加工循环的6个动作 加工一个孔可以分解为6个动作。数控系统提供有相应的指令,将6个动作用一个复合循环指令即可完成,简化了程序的编写步骤。
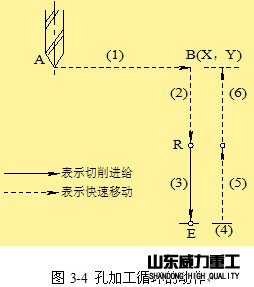
1) A→B为刀具快速定位到孔位坐标(X,Y) (即循环起点B),Z值为起始高度。
2) B→R为刀具沿Z轴方向快进至安全平面(即R点平面)。
3) R→E为孔加工过程(如钻孔、镗孔、攻螺纹等),此时的进给为工作进给速度。
4) E点为孔底动作(如进给暂停、刀具偏移、主轴准停、主轴反转等)。
5) E→R为刀具快速返回R点平面。
6) R→B为刀具快退至起始高度(B点高度)。
6) R→B为刀具快退至起始高度(B点高度)。
(2) 孔加工循环指令格式孔加工循环指令格式一般如下: G90 /G91 G98 /G99 G×× X_Y_Z_R_Q_P_F_L_;说明:
1) G90、G91分别为绝对值指令与增量值指令。
2) G98和G99两个模态指令控制孔加工循环结束后的刀具返回平面。
① G98:刀具返回平面为初始平面(B点平面),为缺省方式。
② G99:刀具返回平面为安全平面(R点平面)。
3) G××为孔加工方式,对应于表3-1的固定循环指令。
4) X、Y值为孔位坐标值,刀具以快进的方式到达(X,Y)点。
5) Z值为孔深,在G90方式下,Z值为孔底的绝对值;在G91方式下,Z值是从R点平面到孔底的距离。
6) R值用来确定安全平面(R点平面),R点平面高于工件表面。在G90方式下,R值为绝对值;在G91方式下,R值为从初始平面(B点平面)到R点平面的增量。
7) Q值在G73或G83方式下,规定分步切深;在G76或G87方式中规定刀具的退让值。Q值通常在孔较深时使用,以使排屑和切削液进入切削区。
8) P值规定在孔底的暂停时间,单位为ms,用整数表示。
9) F值为进给速度,单位为mm/min。
10) L值为循环次数,执行一次可不写L1;如果是L0,则系统存储加工数据,但不执行加工。固定循环指令是模态指令,可用G80取消循环。此外, G00、G01、G02、G03也起取消固定循环指令的作用。